Polvo de acero inoxidable 316L es un material popular para muchas aplicaciones debido a su excelente resistencia a la corrosión, propiedades mecánicas y biocompatibilidad. Esta guía ofrece una descripción detallada del polvo 316L, incluidas sus propiedades, métodos de producción, aplicaciones, proveedores, etc.
Descripción general del polvo de acero inoxidable 316L
El polvo de acero inoxidable 316L es un tipo de aleación de acero inoxidable que contiene molibdeno para mejorar la resistencia a la corrosión. La "L" se refiere al bajo contenido en carbono, que mejora la soldabilidad.
Algunas propiedades y características clave del polvo 316L son:
- Excelente resistencia a la corrosión, especialmente contra la corrosión por picaduras y grietas
- Alta resistencia y buena ductilidad
- Excelente biocompatibilidad y apto para implantes médicos
- Estructura austenítica no magnética
- Alta resistencia a la oxidación y a la fluencia a temperaturas elevadas
- Disponible en varios tamaños de partícula y morfologías
El polvo 316L puede producirse mediante atomización con gas, atomización con agua y otros métodos. El proceso de producción de polvo influye en las características del polvo, como la forma de las partículas, la distribución del tamaño, la fluidez, etc.
He aquí una comparación de los distintos tipos de polvo 316L y sus aplicaciones típicas:
| Tipo de polvo | Tamaño de las partículas | Morfología | Aplicaciones |
|---|---|---|---|
| Gas atomizado | 15-150 μm | Esférica | Fabricación aditiva, MIM |
| Agua atomizada | 10-300 μm | Irregular, dendrítico | Moldeo por inyección de metales |
| Plasma atomizado | <100 μm | Esférica | Fabricación aditiva |
| Electrolítico | <150 μm | Dendrítico, puntiagudo | Fabricación aditiva, prensado |
| Carbonilo | <10 μm | Esférica | Pulvimetalurgia, prensado |
El polvo 316L se valora por su combinación de fuerza, resistencia a la corrosión y biocompatibilidad. Algunas de las principales aplicaciones incluyen:
- Fabricación aditiva - Fusión selectiva por láser, sinterización directa de metales por láser, inyección de ligantes
- Moldeo por inyección de metales - Piezas pequeñas y complejas como implantes ortopédicos
- Prensado y sinterizado - Filtros, estructuras porosas, cojinetes autolubricantes
- Recubrimiento superficial - Para mejorar la resistencia al desgaste y a la corrosión
- Soldadura fuerte y blanda - Como material de aportación
A continuación se ofrece una visión general de cómo se utiliza el polvo 316L en diferentes procesos de fabricación:
| Proceso de fabricación | Cómo se utiliza el polvo 316L |
|---|---|
| Fabricación aditiva | El lecho de polvo se funde selectivamente por láser para construir piezas en 3D |
| Moldeo por inyección de metales | Polvo mezclado con aglutinante, moldeado y luego sinterizado |
| Prensar y sinterizar | El polvo se prensa para darle forma y luego se sinteriza |
| Revestimiento de superficies | Pulverizado o fundido sobre la superficie mediante pulverización térmica, revestimiento láser, etc. |
| Soldadura fuerte y blanda | Se utiliza como material de relleno para uniones |
La estructura de grano ultrafino y la consistencia homogénea que se obtiene de los polvos hacen del 316L un material ideal para aplicaciones críticas en los sectores aeroespacial, médico y de procesamiento químico, entre otros.

Propiedades del polvo de acero inoxidable 316L
El polvo de 316L ofrece una combinación de propiedades beneficiosas como resistencia a la corrosión, resistencia, dureza, soldabilidad y biocompatibilidad. Estas son algunas de las propiedades clave del polvo de 316L:
Propiedades mecánicas
- Resistencia a la tracción: 500-700 MPa
- Límite elástico: 200-300 MPa
- Elongación: 40-50%
- Dureza: ≤ 200 HV
- Módulo de elasticidad: 190-210 GPa
Propiedades físicas
- Densidad: 7,9-8,1 g/cc
- Punto de fusión: 1370-1400°C
Resistencia a la corrosión
- PREN > 23 para la resistencia a la corrosión por picaduras y grietas
- Alta resistencia a ácidos, cloruros, sulfatos
Otras propiedades
- Estructura austenítica no magnética
- Excelente biocompatibilidad y maquinabilidad
- Bajo coeficiente de dilatación térmica
- Buena conductividad térmica/eléctrica
La resistencia mecánica, la dureza y la resistencia a la corrosión pueden optimizarse mediante un control adecuado de la producción de polvo, la distribución del tamaño de las partículas y el tratamiento posterior, como el prensado isostático en caliente.
Métodos de producción del polvo 316L
El polvo de 316L puede producirse mediante diversos métodos. Cada ruta de producción da como resultado polvos con diferentes características optimizadas para aplicaciones específicas.
Atomización de gases
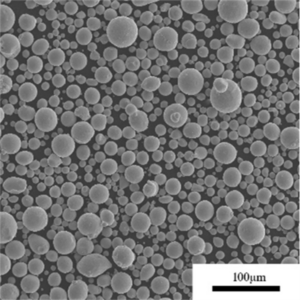
En la atomización con gas, la aleación 316L se funde y luego se desintegra en finas gotitas mediante chorros de gas inerte a alta presión. Las gotitas se solidifican rápidamente en polvos esféricos.
Propiedades típicas del polvo:
- Tamaño de las partículas: 15-150 μm
- Morfología: Altamente esférica
- Fluidez: Excelente
- Densidad aparente: 2,5-4,5 g/cc
- Contenido de oxígeno: Bajo
El polvo de 316L atomizado con gas tiene la alta esfericidad y fluidez deseadas para la fabricación aditiva. Las partículas más pequeñas, por debajo de 45 μm, se utilizan en los procesos de AM por láser.
Atomización del agua
En la atomización con agua, la corriente de 316L fundido se rompe en gotitas mediante chorros de agua a alta velocidad. Los polvos tienen formas irregulares debido al rápido enfriamiento.
Propiedades típicas del polvo:
- Tamaño de las partículas: 10-300 μm
- Morfología: Irregular, dendrítica
- Fluidez: Moderada
- Densidad aparente: 2-4 g/cc
- Contenido de oxígeno: Mayor
La morfología irregular proporciona un enclavamiento mecánico cuando se comprime, lo que hace que el 316L atomizado con agua sea adecuado para el moldeo por inyección de metales.
Atomización por plasma
La atomización por plasma utiliza gas plasma para atomizar la masa fundida en polvos más finos y esféricos que la atomización por gas.
Propiedades típicas del polvo:
- Tamaño de las partículas: 5-100 μm
- Morfología: Altamente esférica
- Fluidez: Excelente
- Densidad aparente: >3 g/cc
- Contenido de oxígeno: Bajo
El polvo de 316L atomizado por plasma tiene los tamaños muy finos necesarios para la AM por láser y excelentes propiedades de fluidez.
Atomización de gases de fusión por inducción de electrodos (EIGA)
La EIGA consiste en la fusión inductiva de la materia prima de alambre 316L seguida de la atomización con gas. Produce polvos de tamaño nanométrico muy esféricos.
Propiedades típicas del polvo:
- Tamaño de las partículas: 10-150 nm
- Morfología: Altamente esférica
- Fluidez: Moderada
- Densidad aparente: ∼3 g/cc
- Contenido de oxígeno: Bajo
El polvo ultrafino 316L de EIGA tiene propiedades optimizadas para el proceso AM de inyección de ligante.
Electrólisis
En el proceso electrolítico, el 316L se disuelve a partir de un ánodo y se deposita en el cátodo para producir polvos dendríticos y espigados.
Propiedades típicas del polvo:
- Tamaño de las partículas: Hasta 150 μm
- Morfología: Puntiaguda, dendrítica
- Fluidez: Pobre
- Densidad aparente: 2-4 g/cc
- Contenido de oxígeno: Bajo
La morfología irregular y la estructura porosa del polvo electrolítico de 316L lo hacen adecuado para procesos de AM como la fusión por haz de electrones.
Proceso carbonílico
El proceso carbonílico implica la descomposición de carbonilos metálicos gaseosos para producir polvos esféricos finos.
Propiedades típicas del polvo:
- Tamaño de las partículas: Inferior a 10 μm
- Morfología: Altamente esférica
- Fluidez: Buena
- Densidad aparente: ∼4 g/cc
- Contenido de oxígeno: Bajo
El polvo de carbonilo 316L tiene partículas de tamaño muy fino que se utilizan para aplicaciones de prensado y sinterizado. La alta pureza da lugar a excelentes propiedades sinterizadas.
Aplicaciones del polvo de acero inoxidable 316L
El polvo 316L se utiliza en muchos sectores gracias a sus excelentes propiedades equilibradas. Algunas de las principales áreas de aplicación incluyen:
Fabricación aditiva
- Componentes aeroespaciales y aeronáuticos
- Implantes ortopédicos y dentales
- Piezas de automoción como válvulas, bombas
- Dispositivos biomédicos como instrumentos quirúrgicos
- Aplicaciones marítimas como impulsores
Moldeo por inyección de metales
- Implantes ortopédicos: rodilla, cadera, etc.
- Implantes dentales y productos
- Herramientas de corte, cuchillas de afeitar
- Componentes del reloj
Prensado y sinterización
- Filtros y estructuras porosas
- Cojinetes autolubricantes
- Componentes de retención del imán
- Pistones, cubos sincronizadores
Revestimiento de superficies
- Recubrimientos resistentes a la corrosión y al desgaste
- Revestimientos biomédicos como stents, implantes
- Revestimientos de restauración para válvulas, bombas
- Revestimientos decorativos
Soldadura
- Componentes aeroespaciales
- Recipientes y tubos criogénicos
- Equipos de procesamiento de alimentos
- Dispositivos biomédicos
El polvo de 316L también se utiliza para mezclarlo con otras aleaciones y conseguir propiedades a medida. Debido a su biocompatibilidad, el 316L se utiliza mucho para fabricar herramientas quirúrgicas, implantes, endoprótesis y otros productos sanitarios.
A continuación se describe cómo las propiedades del polvo de 316L, como el tamaño de las partículas y la morfología, afectan a su uso en diferentes aplicaciones:
| Aplicación | Propiedades preferidas del polvo |
|---|---|
| Láser AM | Partículas de pequeño tamaño (<45 μm), esféricas, fluidas. |
| Haz de electrones AM | Granulometría media (45-150 μm), esférica |
| Chorro de ligante AM | Partículas ultrafinas (<1 μm), esféricas |
| MIM | Tamaño medio (10-25 μm), morfología irregular. |
| Prensar y sinterizar | Partículas finas (<10 μm) con algunos tamaños mayores. |
| Revestimiento de superficies | Gama amplia (10-100 μm), esférica |
Especificaciones y normas
La composición, calidad y propiedades del polvo 316L se rigen por diversas especificaciones y normas internacionales.
Normas ASTM
- ASTM A240 - Norma para chapas, hojas y bandas de acero inoxidable al cromo y al cromo-níquel para recipientes a presión y aplicaciones generales. Define los límites de composición y las propiedades mecánicas de la aleación 316L.
- ASTM B822 - Método de ensayo estándar para la distribución del tamaño de partículas de polvos metálicos y compuestos relacionados mediante dispersión de luz. Se utiliza para caracterizar la distribución del tamaño del polvo.
- ASTM F3055 - Especificación estándar para polvo de aleación de níquel de fabricación aditiva destinado a su uso en aplicaciones de fusión de lecho de polvo. Define requisitos estrictos para el polvo de aleación de níquel AM, incluido el 316L.
- ASTM F3049 - Guía para caracterizar las propiedades de los polvos metálicos utilizados en los procesos de fabricación aditiva. Proporciona orientación sobre la medición de características como el flujo, la densidad, la morfología, etc.
Otras normas
- ISO 9001 - Gestión de calidad para la producción de polvos metálicos
- ISO 13485 - Gestión de calidad de polvos metálicos para aplicaciones médicas
- Código ASME de Calderas y Recipientes a Presión - Requisitos de materiales para aplicaciones en recipientes a presión
Los proveedores de polvo 316L de renombre cuentan con sistemas de calidad certificados según las normas ISO y ASTM. La trazabilidad de los lotes y las pruebas exhaustivas se mantienen para garantizar el cumplimiento.
Proveedores de polvo 316L
Algunos de los principales proveedores mundiales de polvo de acero inoxidable 316L son:
| Empresa | Métodos de producción | Tipos de polvo | Tamaño de las partículas |
|---|---|---|---|
| Sandvik | Atomización de gas | Osprey® 316L | 15-45 μm |
| Tecnología LPW | Atomización de gas | LPW 316L | 15-63 μm |
| Carpintero | Atomización de gas | Carpintero 316L | 15-150 μm |
| Höganäs | Atomización del agua | 316L | 10-45 μm |
| CNPC | Atomización de gas y agua | 316L | 10-150 μm |
| Pometon | Atomización de gas y agua | 316L | 10-150 μm |
| ATI | Atomización de gas | 316L | 10-63 μm |
El precio del polvo 316L depende de factores como:
- Calidad del polvo, composición, tamaño de las partículas y morfología
- Método de producción
- Cantidad del pedido y tamaño del lote
- Nivel de control de calidad y pruebas
- Requisitos de embalaje y entrega
El precio indicativo del polvo 316L atomizado con gas oscila entre $50-100 por kg para pedidos estándar. Los pedidos personalizados con requisitos especiales pueden costar más.
Al seleccionar un proveedor de polvo 316L, algunas consideraciones clave incluyen:
- Las características del polvo (distribución granulométrica, morfología, fluidez, etc.) deben ajustarse a las necesidades de la aplicación.
- Calidad y composición uniformes según las especificaciones
- Cadena de suministro y logística fiables
- Cumplimiento de normas y certificaciones internacionales
- Experiencia técnica y servicio al cliente
- Precios y cantidad mínima de pedido
Los principales fabricantes de polvo de 316L tienen décadas de experiencia en la producción de polvos adaptados a AM, MIM y otras aplicaciones con un estricto control de calidad.
Consideraciones de diseño para el polvo 316L
A continuación se indican algunos aspectos clave del diseño que deben tenerse en cuenta al utilizar polvo 316L en la fabricación:
Geometría de la pieza
- Optimizar el grosor de las paredes, los voladizos, los puentes y los diámetros para el proceso AM o MIM.
- Tener en cuenta una contracción de ~20% para procesos basados en aglutinantes como el MIM.
- Incluir soportes cuando sea necesario, integrar estructuras de apoyo en el diseño
Porosidad
- Controlar los parámetros del proceso para limitar la porosidad a menos de 1%
- Orientar estratégicamente la pieza para evitar que quede polvo atrapado
- Optimizar el tratamiento térmico, el HIP puede reducir aún más la porosidad
Acabado superficial
- Los procesos de AM requieren acabados adicionales como mecanizado, rectificado o electropulido para mejorar el acabado superficial.
- Tener en cuenta ~0,1-0,4 mm de arranque de material durante los procedimientos de acabado
Propiedades mecánicas
- Cumplen los requisitos mínimos de propiedades como la resistencia a la tracción y el límite elástico
- Tener en cuenta la anisotropía; la orientación de la estructura afecta a las propiedades
- El recocido por disolución y los tratamientos de envejecimiento pueden optimizar las propiedades
Tolerancias dimensionales
- Tener en cuenta las variaciones dimensionales del proceso AM o MIM
- Permitir tolerancias más amplias, utilizar el postprocesado para mejorar la precisión.
- Las interfaces críticas pueden requerir mecanizado adicional
Involucrar a los ingenieros de fabricación en las primeras fases del proceso de diseño es clave para diseñar y optimizar piezas para procesos AM y MIM con polvo de 316L.
Postprocesado de piezas de 316L
Las piezas de 316L procedentes de procesos AM y MIM suelen requerir un postprocesado para conseguir las propiedades y el acabado finales. Algunos pasos clave del postprocesado son:
Tratamiento térmico
- Recocido para liberar tensiones internas
- Tratamiento en solución para disolver los precipitados y optimizar la resistencia a la corrosión
- Tratamiento de envejecimiento para aumentar la resistencia mediante endurecimiento por precipitación
Prensado isostático en caliente
- Cierra los huecos internos y las porosidades del material
- Mejora la densidad, la resistencia, la ductilidad y la resistencia a la fatiga
Acabado de superficies
- Mecanizado y rectificado para mejorar la precisión dimensional y el acabado superficial
- Pulido electrolítico para un acabado de superficie suave como un espejo
- El granallado proporciona acabados decorativos
Revestimientos
- Los revestimientos PVD y CVD pueden mejorar la resistencia al desgaste y la corrosión
- Los tratamientos de pasivación mejoran la resistencia a la corrosión
Pruebas de calidad
- Las tomografías computarizadas comprueban los defectos internos y los problemas de porosidad
- Las pruebas mecánicas confirman que las propiedades cumplen las especificaciones
- Inspección no destructiva para la detección de defectos críticos
La vía óptima de posprocesamiento depende del proceso de AM, la geometría de la pieza, los defectos críticos y los requisitos de rendimiento final.
Defectos comunes en piezas de 316L
Algunos defectos potenciales de las piezas de 316L fabricadas mediante AM, MIM y otros procesos basados en polvo son:
- Porosidad - El atrapamiento de gas produce vacíos y porosidad, reduciendo la densidad.
- Cracking - Se desarrolla debido a tensiones internas durante el procesamiento y a un tratamiento térmico inadecuado.
- Anisotropía - Diferencias en las propiedades a lo largo de las direcciones de construcción debido a la fabricación capa por capa.
- Rugosidad superficial - La rugosidad por capas, las partículas parcialmente sinterizadas y las regiones no fundidas dan lugar a un acabado superficial deficiente.
- Variaciones dimensionales - La contracción, la curvatura y el alabeo de las piezas provocan desviaciones de las dimensiones de diseño.
- Cambios en la composición - La segregación, la pérdida por evaporación y la contaminación pueden alterar la composición localmente.
- Falta de fusión - Fusión incompleta entre capas y pistas por falta de aporte de energía.
- Balling - La formación de pequeñas esferas durante la AM, en lugar de pistas uniformes, provoca porosidad.
- Tensiones residuales - Se desarrollan durante el procesamiento debido a los altos gradientes térmicos e interfieren con el rendimiento.
La supervisión minuciosa del proceso, la optimización de los parámetros, las pruebas de control de calidad y los pasos de postprocesado adecuados pueden ayudar a minimizar los defectos en las piezas de 316L.

Cómo elegir un proveedor de polvo 316L
He aquí una guía paso a paso para seleccionar un proveedor de polvo de acero inoxidable 316L:
Paso 1: Determinar los requisitos de la solicitud
- Considere qué proceso de fabricación se utilizará: AM, MIM, etc.
- Identificar las propiedades críticas del polvo necesarias, como el tamaño de las partículas, la forma, la pureza, etc.
- Tenga en cuenta las especificaciones de la pieza: propiedades mecánicas, precisión, acabado superficial, etc.
Paso 2: Investigar posibles proveedores
- Búsqueda de fabricantes líderes de polvo 316L con larga experiencia
- Comprobar capacidades: métodos de producción, variedades de polvo, pruebas de control de calidad, etc.
- Revise los estudios de casos y las reseñas de clientes relevantes para su aplicación
Paso 3: Evaluar las capacidades técnicas
- ¿Pueden adaptar el polvo 316L a las necesidades de su aplicación?
- ¿Tienen experiencia en AM, MIM u otras tecnologías de polvo?
- ¿Cuál es su nivel de integración vertical y control de calidad?
Paso 4: Evaluar la oferta de servicios
- Asistencia técnica durante la selección del polvo y el desarrollo de la aplicación
- Pruebas de muestras, servicios de ensayo
- Capacidad de respuesta a las consultas, flexibilidad en los plazos de entrega
Paso 5: Revisar certificaciones y conformidad
- Certificaciones internacionales de calidad: ISO 9001, ISO 13485, etc.
- Cumplimiento de normas de composición del polvo como ASTM
- Trazabilidad de los lotes, pruebas exhaustivas y documentación
Paso 6: Comparar precios
- Precio por kg para la granulometría, el nivel de calidad y la cantidad requeridos
- Cantidad mínima de pedido y requisitos de tamaño de lote
- Gastos de envío/logística
Paso 7: Comprobar disponibilidad y fiabilidad
- Existencias constantes y capacidad para hacer frente a las fluctuaciones de la demanda
- Seguimiento y control de pedidos, plazos de entrega transparentes
- Cumplimiento de los plazos de entrega
La selección de un proveedor con experiencia en aplicaciones, calidad de producto constante y servicio receptivo garantiza una experiencia de compra sin problemas.
Cómo optimizar el polvo 316L para AM
Adaptar el tamaño de las partículas al proceso AM
- Utilice partículas de 10-45 μm para la fusión de lecho de polvo como DMLS, SLM
- Optimizar la distribución de tamaños: una distribución demasiado amplia puede causar problemas de empaquetado.
- Partículas más finas de 1-10 μm más adecuadas para el chorro de ligante
Lograr una alta esfericidad y fluidez
- La fluidez afecta directamente al esparcimiento del polvo y a la uniformidad de la capa
- La atomización con gas produce polvos esféricos y fluidos
- Prueba de flujo de polvo según la norma ASTM B213
Minimizar las partículas del satélite
- Utilizar el tamizado y la clasificación para eliminar los satélites y los finos.
- Los satélites pueden causar aglomeración y defectos
Tolerancia de la composición de control
- Control estricto de la composición elemental dentro del intervalo especificado por ASTM
- Limitar impurezas como O, N, C que afectan a las propiedades
Reducir la porosidad
- Optimizar los parámetros del proceso y los patrones de exploración
- Utilice el prensado isostático en caliente para minimizar la porosidad
- Mantiene una densidad >99% para un alto rendimiento
Minimizar las tensiones residuales
- Optimizar los gradientes térmicos en el proceso de fabricación
- Utilizar tratamientos térmicos adecuados para aliviar las tensiones
Alcanzar las propiedades mecánicas deseadas
- El recocido por disolución y el envejecimiento mejoran la resistencia
- Mantener propiedades uniformes en todas las direcciones de construcción
Una cuidadosa caracterización del polvo, la optimización de los parámetros y el postprocesado son fundamentales para conseguir piezas de 316L sin defectos mediante AM.
PREGUNTAS FRECUENTES
P: ¿Para qué se suele utilizar el polvo de acero inoxidable 316L?
R: El polvo de 316L es el más utilizado para la fabricación aditiva, el moldeo por inyección de metales y las aplicaciones de prensado y sinterizado debido a su excelente resistencia a la corrosión combinada con buenas propiedades mecánicas y biocompatibilidad. Las aplicaciones más comunes incluyen implantes, componentes aeroespaciales, piezas de automoción, dispositivos biomédicos y utillaje.
P: ¿Qué tamaño de partícula se recomienda para los procesos de AM basados en láser?
R: Para los procesos de fusión de lecho de polvo láser, como DMLS y SLM, se suele recomendar un tamaño de partícula de 10 a 45 micras. Las partículas más finas por debajo de 10 micras pueden causar problemas de flujo y dispersión. La distribución del tamaño de las partículas también debe estar bien controlada.
P: ¿Cómo afecta la morfología del polvo a las propiedades?
R: El polvo altamente esférico y de flujo libre es deseable para aplicaciones AM. El polvo irregular y puntiagudo es adecuado para los métodos de prensado y sinterización. Las partículas satélites y los finos afectan negativamente al flujo del polvo y pueden crear defectos. Controlar la morfología del polvo es clave para un rendimiento óptimo.
P: ¿Cuáles son las principales diferencias entre el polvo 316L atomizado con gas y el atomizado con agua?
R: El polvo de 316L atomizado con gas tiene una morfología más esférica y una mejor fluidez. El polvo atomizado con agua presenta formas más irregulares pero proporciona una mayor compresibilidad deseada para aplicaciones de prensado y sinterizado. El polvo atomizado con gas tiene menor contenido de oxígeno.
P: ¿Qué métodos de posprocesamiento se utilizan en las piezas 316L AM?
R: El postprocesado habitual incluye el tratamiento térmico, el prensado isostático en caliente, el acabado superficial mediante esmerilado/mecanizado, el revestimiento y las pruebas de control de calidad. Esto ayuda a conseguir las propiedades deseadas, la precisión dimensional, la estética y la detección de defectos.
P: ¿Cuáles son los defectos más comunes del polvo 316L y cómo pueden evitarse?
R: Los defectos potenciales son porosidad, agrietamiento, mal acabado superficial, falta de fusión y tensiones residuales. Una cuidadosa optimización de los parámetros del proceso, el control de calidad del polvo, la orientación de la estructura y el postprocesado pueden minimizar estos defectos en las piezas de 316L.
P: ¿Qué normas se aplican al polvo 316L para AM y otras aplicaciones?
R: Las normas clave son la ASTM F3055 para polvos AM, la ASTM B822 para caracterización de polvos, la ASTM A240 para composición de aleaciones y las normas ISO para gestión de calidad. Los principales proveedores de polvo 316L están certificados conforme a estas normas.
P: ¿Qué factores determinan el precio del polvo 316L?
R: Los principales factores que influyen en el precio del polvo 316L son el nivel de calidad, el tamaño y la distribución de las partículas, el método de producción, la cantidad del pedido, los requisitos del comprador en cuanto a pruebas/control de calidad, embalaje y entrega. Las necesidades más estrictas aumentan el precio.
P: ¿Cómo se puede optimizar la resistencia a la corrosión de las piezas de 316L AM?
R: Las soluciones incluyen el control de los niveles de impurezas mediante tolerancias estrictas de composición química, el uso de prensado isostático en caliente para aumentar la densidad y reducir la porosidad, la aplicación de tratamientos de pasivación y el recocido en solución para mejorar la resistencia a la corrosión.